



 当前位置:
当前位置:

 推荐产品
推荐产品 





 推荐新闻
推荐新闻 


 在线留言
在线留言 详情内容
详情内容
中性炉衬料LFS-885CR
一般介绍(General Information)
LFS-885CR中性炉衬材料是由**刚玉、镁铝尖晶石及电熔氧化铬等主要原料组成,外加其他添加剂,经过严格的工艺配制而成。此产品为干式捣打耐火材料,可作为无芯感应电炉内衬材料使用,具有优异的抗钢液及熔渣侵蚀性,适用于熔化合金钢和不锈钢等熔炼环境苛刻场合。
抗热震性好
不开裂,不剥落
抗钢液冲刷性好
耐高温
抗渣侵蚀性好
理化指标(Technical Data)
|
Al2O3 |
MgO |
Cr2O3 |
体积密度 |
使用温度 |
施工方式 |
|
80 |
14 |
4 |
3.05 |
1500~1730 |
振动或捣打 |
标准包装和储存方法(Packaging and Storage)
用25 公斤多层纸袋包装;放在干燥处防止吸潮。建议储存期不超过 6 个月。
典型烧结参数(Sintering Data)
烧结温度1680℃ 保温1~2小时
升温速率200℃/时
具体参考我公司提供的施工及烘烤工艺
中性炉衬材料标准烤炉工艺及注意事项
1. 烤炉工艺
(1). 干捣料打炉和烤炉过程中均需内胆的支撑,在烤炉时要将内胆熔化掉。建议内胆除了设计底部采用R角外,上下口采用一致的尺寸,钢制内胆的厚度根据炉子大小为5~10mm。
(2). 烘炉之前,往炉胆内加满小料并填实,避免炉内局部打火而化掉内胆使干料坍塌的现象。在升温过程中要严格观察钢模情况,当出现打弧严重时应减小电流。如果电流过大会引起钢模被电弧击穿而导致耐火材料塌陷。
(3). 升温过程中,中频炉逐步加大电流,控制升温速度为100~400℃/小时,直至炉内温度达到1680℃,在此温度下保温1~2小时。
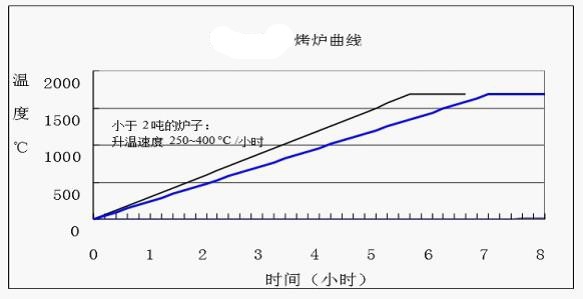
2. 烧结曲线
熔炼炉在烤炉前要装满紧实的炉料,按下列升温速度升温:对于大于 2 吨的炉子,升温速度为
100~250°C/每小时;而小于2吨的炉子,升温速度为 250~400°C/每小时。
熔体的高度应该超出干湿打结合的部位,在1680°C温度下保温1~2小时。
3. 注意事项
(1). 送电前检查冷却水的大小,并检查管道是否畅通。
(2). 停炉、开炉注意事项:停炉时,要盖好炉盖,以保持炉衬材料缓慢降温,从而避免产生宏观裂纹;停炉后开炉..炉,要慢慢升温,这将有利于显微裂纹的弥合,避免钢水在耐火材料中的渗入; 加大料时,要先加一些小料垫底,以免损坏炉底。
(3).出炉温度:出炉温度.好在1630~1680°C,这样有利于热面的烧结,从而**烧结层的高温强度,避免运动熔体的冲刷和侵蚀。
(4) 烤炉..炉.好不要生产含锰高合金,如果必须熔炼含锰合金,.好在保温结束后加锰。因为钢水中含锰,对钢水的流动性影响很大,对于炉衬有较大的侵蚀作用。对于锰铁合金的加入,要在熔炼后期以小批量、分批次加入,同时一定要控制好熔炼温度,避免温度过高而造成对炉衬的损坏。


